|
SPC◊˜ûÈ“ªÌó(xi®§ng)π§æþ“™«Û‘⁄Æa(ch®£n)∆∑È_(k®°i)∞l(f®°)∫Õ…˙Æa(ch®£n)÷–þM(j®¨n)–– π”√°£å¶(du®¨)SPC‘⁄…˙Æa(ch®£n)þ^(gu®∞)≥Ã÷–þ\(y®¥n)”√À˘éßÅÌ(l®¢i)µƒ∫√ÃéæÕ «ÓA(y®¥)∑¿øÿ÷∆°¢´@µ√∏ƒþM(j®¨n)ôC(j®©)ï˛(hu®¨)°£
◊¢ÀÐ≥…–Õþ^(gu®∞)≥õƒøÿ÷∆ÀÆ∆Ω‘⁄∫Ð¥Û≥Ã∂»…œ»°Ω^”⁄úy(c®®)¡øœµΩy(t®Øng)µƒÕÍ…∆≥Ã∂»°£þ@æÕ“‚Œ∂÷¯≤ªÉH–Ë“™∫œ¿ÌµÿþxìÒÀ˘“™úy(c®®)¡øµƒþ^(gu®∞)≥ÃÖ¢îµ(sh®¥)£¨∂¯«““™’˝¥_µƒ π”√ǘ∏–∆˜°¢ÞD(zhu®£n)ìQ∆˜£¨≤¢å¢∆‰÷√”⁄’˝¥_µƒŒª÷√°£Õ®þ^(gu®∞)å¶(du®¨)À˘þxµƒÖ¢îµ(sh®¥)þM(j®¨n)––‘⁄æıO(ji®°n)úy(c®®)£¨‘⁄¿ÌœÎµƒŸY‘¥≈‰Ç‰ÝÓëB(t®§i)œ¬£¨∞—þ@–©Ö¢îµ(sh®¥)÷µðî»Î”ã(j®¨)À„ôC(j®©)£¨æÕø…“‘”ã(j®¨)À„≥ˆòO≤Ó°¢øÿ÷∆œÞ°¢òÀ(bi®°o)ú (zh®≥n)∆´≤Óµ»≤¢µ√µΩøÿ÷∆àD£¨“‘¥ÀûȪ˘µA(ch®≥)µƒåç(sh®™)ïr(sh®™)
SPC
å¶(du®¨)”⁄þ^(gu®∞)≥õƒæ´√бO(ji®°n)øÿ «∑«≥£”–”√µƒ°£
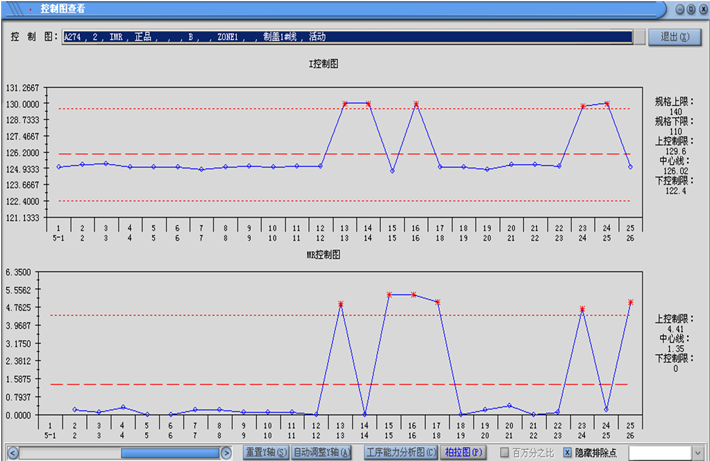
“‘œ¬ª˘”⁄2#÷∆…wÐáÈg15ƒÍ5‘¬∑ðîµ(sh®¥)ì˛(j®¥)£¨Õ®þ^(gu®∞)¿˚”√SPC÷–µƒI-MRàDå¶(du®¨)◊¢ÀÐôC(j®©)≈⁄Õ≤úÿ∂»Ö¢îµ(sh®¥)þM(j®¨n)––±O(ji®°n)øÿ∑÷ŒˆπÐ÷∆£∫
◊¢·å:
•¿˚”√SPCœµΩy(t®Øng),ø…“‘‘î±Mµÿ”õ‰õ∫ÐÈL(zh®£ng)“ª∂Œïr(sh®™)∆⁄É»(n®®i)…˙Æa(ch®£n)æĵƒ∆∑Ÿ|(zh®¨)◊ɪØ∫Õ≤®Ñ”(d®∞ng)«Èõr°£
•»Á…œàD,ø…“‘ø¥≥ˆ‘⁄2015ƒÍ5‘¬÷–—Æ∫Õ‘¬ƒ©,◊¢ÀÐôC(j®©)µƒ∆∑Ÿ|(zh®¨)«Èõr∞l(f®°)…˙√˜Ô@◊ɪØ;≤È∆‰SPCœµΩy(t®Øng)÷–”õ‰õ,∞l(f®°)¨F(xi®§n)‘⁄5‘¬÷–—Æ «”…”⁄◊¢ÀÐôC(j®©)’ é∆˜∞l(f®°)…˙π ’œ,∂¯5‘¬ƒ©Ñt «”…”⁄ôC(j®©)∆˜π ’œ,±£B(y®£ng)ôC(j®©)∆˜°£
•µΩƒø«∞ûÈ÷π,ÉH2#π⁄…wæÄPD≤øÈT(m®¶n)“ªÇÄ(g®®)‘¬µƒôC(j®©)∆˜þ\(y®¥n)––”õ‰õæÕ”–Ω¸∞ŸÌì(y®®),”õ‰õþ_(d®¢)2500ÇÄ(g®®)îµ(sh®¥)ì˛(j®¥);QC≤øÈT(m®¶n)Ñt”–90∂ýÌì(y®®),Ω¸23000ÇÄ(g®®)îµ(sh®¥)ì˛(j®¥).Æî(d®°ng)πпÌå”–Ë“™¡ÀΩ‚Æa(ch®£n)∆∑∆∑Ÿ|(zh®¨)ÝÓõrïr(sh®™),Ñt±ÿÌöå¶(du®¨)∆∑Ÿ|(zh®¨)”õ‰õþM(j®¨n)––‘î±Mµƒ∑÷Œˆ∫ÕΩy(t®Øng)”ã(j®¨), ÷π§≤Ÿ◊˜å¢ª®ŸM(f®®i)∫Ð¥Ûµƒπ§◊˜¡ø,∂¯¿˚”√SPCœµΩy(t®Øng),ÉHÌöé◊∑÷Áä°£
|
